Quote Now
Quote Now

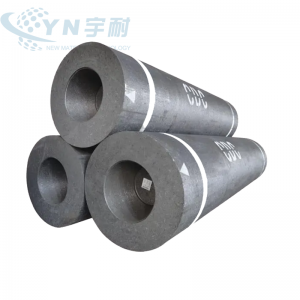
UHP graphite electrode 650*2700mm
Ultra-high-power graphite electrodes are suitable for large-scale ultra-high-power electric arc furnaces, more than 50 tons of electric arc furnaces; the smelting cycle is 25% shorter than ordinary power electric arc furnaces, reducing power consumption and improving production efficiency. The following Dan charcoal graphite electrode will introduce the use of ultra-high power graphite electrode and the standard and ultra-high power graphite electrode process.
The ultra-high power graphite electrode is made of high-quality needle coke, which is produced through more than a dozen processes such as calcination, extrusion, impregnation, graphitization and machining. long. It allows the current density to be greater than 25A/cm2, and is mainly used for smelting fine steel and special steel.
In the early days, domestic ultra-high-power graphite electrodes relied heavily on imports. Due to the technology monopoly of developed countries in Europe, America and Japan, domestic production was far from meeting demand. With the development of the steel industry, many graphite electrode
manufacturers have invested a lot of money and technology in R&D and production of ultra-high power graphite electrodes. Dan charcoal graphite electrodes have achieved UHP700mm ultra-high power graphite electrodes to provide foreign steel mills with qualified trials and mass production. UHP800mm has been fully developed. Ultra-high power graphite electrodes.



Electric furnace steelmaking is a major user of graphite electrodes. my country's electric furnace steel production accounts for about 18% of crude steel production, and graphite electrodes for steelmaking account for 70% to 80% of the total graphite electrode consumption. Electric furnace steelmaking is to use graphite electrodes to introduce current into the furnace, and use the high-temperature heat source generated by the arc between the electrode end and the charge to smelt.
The submerged thermal electric furnace is mainly used for the production of industrial silicon and yellow phosphorus, etc. It is characterized in that the lower part of the conductive electrode is buried in the charge, an arc is formed in the charge layer, and the heat energy emitted by the charge's own resistance is used to heat the charge. Submerged arc furnaces with higher density need to use graphite electrodes. For example, about 100kg of graphite electrodes are consumed for producing 1t of silicon, and about 40kg of graphite electrodes are consumed for producing 1t of yellow phosphorus.


Graphitization furnaces for the production of graphite products, melting furnaces for melting glass, and electric furnaces for the production of silicon carbide are all resistance furnaces. The materials in the furnace are both heating resistors and objects to be heated. Usually, the conductive graphite electrodes are embedded in the end of the resistance furnace. In the furnace head wall at the bottom, the graphite electrodes used here are discontinuously consumed.
The blanks of graphite electrodes are also used to process various shaped graphite products such as crucibles, moulds, boats and heating elements. For example, in the quartz glass industry, 10 tons of graphite electrode blanks are needed for every 1 ton of electric fusion pipe produced; 100 kg of graphite electrode blanks are needed for every 1 ton of quartz bricks produced.


According to the electric arc furnace power, it is divided into ordinary power electric arc furnace (less than 400kV.A/t), high power electric arc furnace (400kV.A/t~700kV.A/t), ultra-high power electric arc furnace (above 700kV.A/t) . According to the principle of what power electric arc furnace is matched with what power graphite electrode, ultra-high power graphite electrode is used with ultra-high power electric arc furnace.
"YB/T 4088-2015 Graphite Electrode Standard"
"YB/T4089-2015 High Power Graphite Electrode Standard"
"YB/T4090-2015 Ultra-high Power Graphite Electrode Standard"
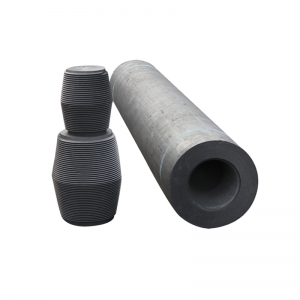
The production process of graphite electrodes is mainly composed of raw material calcination, ingredient extrusion, dipping and roasting, graphitization and mechanical processing. There are certain differences in the production cycle and raw materials of electrodes with different powers.